




 |
Snmg 120408 إدراجات كربيد باستخدام الحاسب الآلي تحول المعادن المختلفة المخصصة
تفاصيل المنتج:
| مكان المنشأ: | الصين |
| اسم العلامة التجارية: | BWIN |
| رقم الموديل: | SNMG120408 |
شروط الدفع والشحن:
| الحد الأدنى لكمية: | 10 قطعة / صندوق |
|---|---|
| الأسعار: | negotiable |
| تفاصيل التغليف: | صندوق بلاستيكي |
| وقت التسليم: | 7 أيام عمل |
| شروط الدفع: | تي / تي ، ويسترن يونيون ، |
| القدرة على العرض: | 1-10000 قطعة 7 أيام |
|
معلومات تفصيلية |
|||
| اسم المنتج: | إدراج CNC كربيد Snmg | نموذج: | Snmg120404 Snmg120408 Snmg120412 |
|---|---|---|---|
| اللون: | أصفر / فوشيا / أسود / بني / لونان / غير مطلي | الشغل: | الحديد الزهر / الفولاذ / الفولاذ المقاوم للصدأ / الألومنيوم |
| صلابة: | HRA92.4 | ميزة: | الكمال إدراج Cnc صلابة |
| إستعمال: | أداة تحول خارجية | ميزة: | تغذية عالية |
| نوع المعالجة: | قطع متوسط | دعم مخصص: | OEM ، ODM |
| إبراز: | Snmg 120408 إدراجات كربيد باستخدام الحاسب الآلي,إدراجات تحول باستخدام الحاسب الآلي Snmg 120408,Snmg 120408 |
||
منتوج وصف
ميزة:
باستخدام طرف كربيد عالي الجودة ، صنعة جيدة ، قوة عالية ، صلابة عالية ، استخدام مستقر ودائم
يقلل إجراء القطع الصحيح من قوة القطع ويطيل عمر الأداة.
مناسب للصلب العادي ومعالجة الفولاذ المقاوم للصدأ العادي.
تتضمن هذه المجموعة 10 إدخالات كربيد لسهولة استبدال الملحقات المكسورة
المعالجة السطحية للمعادن ، مقاومة التآكل الجيدة ، الاستقرار الكيميائي الجيد.
وصف:
تتميز إدخالات كربيد التنجستن بصلابة عالية ، ومقاومة تآكل جيدة ، ومصفوفة نانو دقيقة ، واستقرار عام محسن ؛عملية طلاء فريدة من نوعها ، ناعمة وسلسة ، لا توجد علامات تنقيط ، تقلل من احتكاك السطح ، بحيث تكون مقاومة القطع أصغر ؛معالجة دقيقة / معالجة تقريبية لمستوى عملية تقسيم النمط ، مع نماذج كاملة تتوافق مع زوايا مختلفة.
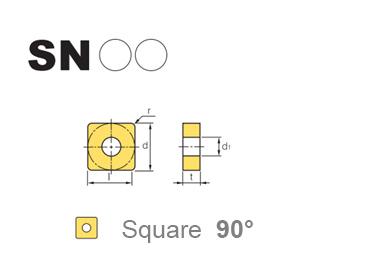
تحديد:
|
ماركة |
BWIN |
|
نموذج |
Snmg120404 Snmg120408 Snmg120412 |
|
اللون |
أصفر فوشيا أسود / بني غير مطلي بلونين |
|
الشغل |
الحديد الزهر الفولاذ المقاوم للصدأ الألومنيوم |
|
يكتب |
أداة تحول خارجية |
|
مواد |
إدراج كربيد التنجستن |
|
نوع المعالجة |
قطع متوسط |
|
ميزة |
مقاومة للاهتراء |
|
Hign تآكل المقاومة |
|
|
صلابة قوية |
|
|
تشطيب عالي مصقول |
|
|
مقاومة الصدمات والاهتزازات |
|
|
اساسي |
ISO |
|
كمية |
10 قطعة / صندوق |
|
وزن |
0.015 كجم |
|
طَرد |
صندوق بلاستيكي |
|
دعم مخصص |
OEM ، ODM |
|
أنا (مم) |
د (مم) |
ر (مم) |
d1 (مم) |
|
09 |
9.525 |
3.18 |
3.81 |
|
12 |
12.7 |
4.76 |
5.16 |
|
15 |
15.875 |
6.35 |
6.35 |
|
19 |
19.05 |
6.35 |
7.93 |
يلاحظ:
1.يجب عدم اصطدام حشوات كربيد التنجستن أو إسقاطها على الأرض ويجب التعامل معها بحذر.
2.قبل تثبيت شفرة الكربيد ، يجب تأكيد أداء وغرض منضدة المنشار للتأكد من أن اتجاه القطع المشار إليه بواسطة سهم الشفرة متناسق مع اتجاه دوران طاولة المنشار.يمنع منعا باتا التثبيت في الاتجاه المعاكس.قد يتسبب اتجاه التثبيت الخاطئ في سقوط سن المنشار للشفرة ، وذلك لمنع وقوع الحوادث.
3.بعد التثبيت ، من الضروري تأكيد ما إذا كانت الفتحة المركزية لشفرة الكربيد مثبتة بإحكام على لوحة الحافة لمنضدة المنشار.إذا كان هناك حشية ، فيجب أن يتم ربط الحشية ؛بعد ذلك ، ادفع بيدك برفق لتأكيد ما إذا كانت الشفرة تدور بشكل غير مركزي.
4.عند الاستخدام ، لا تتجاوز السرعة العالية المحددة
5.عندما لا يتم استخدام إدخالات كربيد التنجستن ، قم بتعليق الشفرة عموديًا على الرف الجاف.
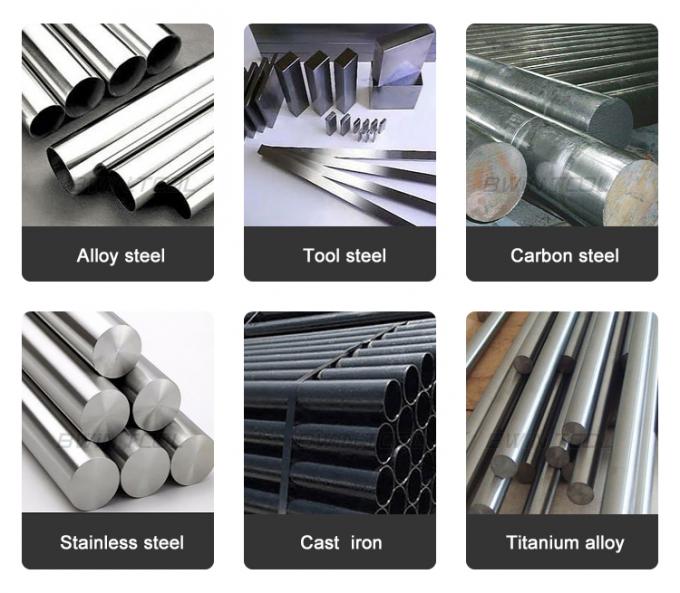
التطبيقات:
يمكن معالجة إدخالات كربيد التنجستن الخاصة بناسبائك الصلب ، أداة الصلب ، الكربون الصلب ، الفولاذ المقاوم للصدأ ، الحديد الزهر وسبائك التيتانيوم.مواد العمل على النحو التالي:
التعليمات
1. ملابس الخاصرة؟مقاومة عالية للقطع ، تآكل حز على الخاصرة ، خشونة ضعيفة للسطح ، أو تدهور الدقة.
درجات ناعمة ، سرعة قطع مفرطة ، زاوية جانبية صغيرة ، تغذية منخفضة.
حدد درجة أعلى مقاومة للاهتراء ، وخفض سرعة القطع ، وزيادة زاوية الجناح ، وزيادة التغذية.
2. ارتداء الحفرة؟رقاقة غير خاضعة للرقابة ، جودة سطح رديئة ، عند الانتهاء من معالجة الفولاذ الكربوني عالي السرعة
درجات ناعمة ، سرعة قطع مفرطة ، تغذية مفرطة ، قوة قواطع الرقائق غير كافية.
التغيير إلى درجة مقاومة للاهتراء أعلى ، وتقليل سرعة القطع ، وتقليل التغذية ، واختيار قاطع شرائح عالي القوة.
3. التقطيع؟كسر مفاجئ لحافة القطع (وجه أشعل النار والجناح) ، عدم الاستقرار إدراج الحياة
صلابة غير كافية ، معدل تغذية مفرط ، قوة طليعة غير كافية ، عدم استقرار الأداة.
حدد درجة أكثر صرامة ، وخفض معدل التغذية ، وزيادة شحذ حافة القطع (الشطب إلى التقريب) ، وزيادة الاستقرار وزاوية الإعداد
4. أدخل الكسر؟زادت مقاومة القطع من خشونة السطح الضعيفة.
صلابة غير كافية ، معدل تغذية مفرط ، قوة طليعة غير كافية ، عدم استقرار الأداة.
حدد درجة أكثر صرامة ، وخفض معدل التغذية ، وزيادة شحذ حافة القطع (الشطب إلى التقريب) ، وزيادة الاستقرار وزاوية الإعداد.
5. تشوه البلاستيك؟تباين أبعاد تآكل الأنف ، ثنى حافة القطع أو التخميل عند معالجة سبائك الصلب خشونة السطح الضعيفة
درجة ناعمة ، سرعة قطع مفرطة ، عمق قطع ومعدل تغذية مفرطين ، سخونة زائدة عند حافة القطع.
حدد مادة قطع ذات صلابة حمراء أعلى ، وخفض سرعة القطع ، وخفض عمق القطع ومعدل التغذية ، وحدد مادة قطع عالية التوصيل الحراري (CVD + سائل تبريد كافٍ).
6. البناء على الحافة؟قطع الشغل بحافة متقنة خشونة سطحية ضعيفة عند الانتهاء ، زادت مقاومة القطع ، قطع المواد اللينة.
سرعة القطع منخفضة للغاية ، قطع الحافة منفرجة ، مادة أداة غير مناسبة.
زيادة سرعة القطع ، وزيادة زاوية أشعل النار ، واختيار قوة الشائكة الصغيرة.