




 |
25mm الخيط نهاية مطحنة طحن القاطع كربيد نهاية مطحنة أسنان كاملة
تفاصيل المنتج:
| مكان المنشأ: | الصين |
| اسم العلامة التجارية: | BWIN |
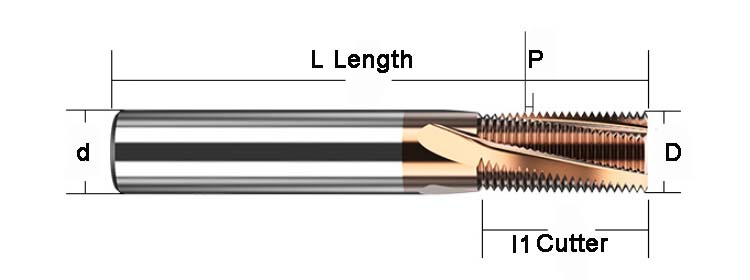
| رقم الموديل: | M12x1.75-D9.8x30x75.5x1.5 بوصة |
شروط الدفع والشحن:
| الحد الأدنى لكمية: | 1 قطعة / صندوق |
|---|---|
| الأسعار: | negotiable |
| تفاصيل التغليف: | صندوق بلاستيكي |
| وقت التسليم: | 7 أيام عمل |
| شروط الدفع: | تي / تي ، ويسترن يونيون |
| القدرة على العرض: | 1-10000 قطعة 7 أيام |
|
معلومات تفصيلية |
|||
| اسم المنتج: | مطحنة نهاية خيط كربيد 25 مم | نموذج: | 3flut Spiral Threading مطحنة نهاية |
|---|---|---|---|
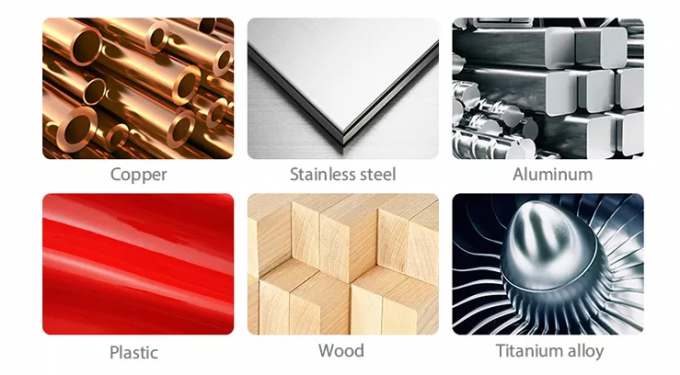
| مواد: | قاطع الطحن القابل للفهرسة من كربيد التنجستن | الشغل: | الحديد الزهر / الفولاذ / الفولاذ المقاوم للصدأ / الألومنيوم |
| إستعمال: | طحن | طلاء: | TiAICN |
| زاوية السن: | 55 درجة ، 60 درجة | ميزة: | قوة أسنان عالية القاطع |
| طلب: | آلة طحن | طَرد: | 1 قطعة / صندوق |
| إبراز: | مطحنة نهاية الخيط 25 مم,مطحنة نهاية كربيد 25 مم,مطحنة نهاية كربيد أسنان كاملة |
||
منتوج وصف
قاطع تفريز خيوط M12x1.75-D9.8x30x75 TiAICN مطحنة نهاية خيط كربيد الأسنان الكاملة
التفاصيل السريعة:
- صلابة عالية
- دقة عالية
- مقاومة جيدة للتآكل
- نهاية جيدة
- مقاومة قوية للاهتزاز
- حياة طويلة
وصف:
- بالمقارنة مع طريقة معالجة الخيوط التقليدية ، فإن طحن الخيط له مزايا كبيرة في دقة المعالجة وكفاءتها ، ولا يقتصر على هيكل الخيط واتجاه الخيط.على سبيل المثال ، يمكن لقاطع طحن الخيط معالجة مجموعة متنوعة من الخيوط الداخلية والخارجية باتجاهات دوران مختلفة.بالنسبة للخيوط التي لا تسمح بالهيكل المتقاطع أو المقوض ، من الصعب معالجتها باستخدام طرق التدوير التقليدية أو النقر والموت ، ولكن من السهل جدًا تحقيقها باستخدام الطحن باستخدام الحاسب الآلي.بالإضافة إلى ذلك ، فإن متانة قاطع تفريز اللولب هي أكثر من عشر مرات أو حتى عشرات المرات من الصنبور.بالإضافة إلى ذلك ، من المريح جدًا ضبط قطر الخيط في عملية طحن الخيط NC ، وهو أمر يصعب القيام به بالصنبور والقول.
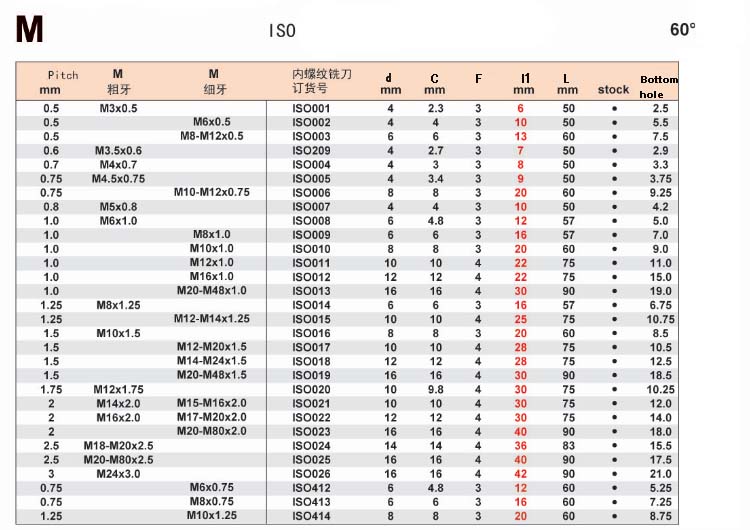
المواصفات:
|
درجة البند
|
HRC45
(YG10X)
|
HRC55
(YL10.2 & WF25)
|
HRC60
(ألمانيا K44 & K40)
|
HRC65
(Sandvik H10F)
|
|
تفاصيل
|
حجم الحبوب 0.7 ميكرومتر
شارك 10٪ قوة العاطفة 3320 نيوتن / مم 2 |
حجم الحبوب 0.6um
شارك 10٪ قوة الانحناء 4000N / مم 2 |
حجم الحبوب 0.5 ميكرومتر
ثاني أكسيد الكربون 12٪ قوة العاطفة 4300 نيوتن / مم 2 |
حجم الحبوب 0.5 ميكرومتر
شارك 10٪ قوة الانحناء 4300 نيوتن / مم 2 |
|
تصنيف طلاء وميزة
|
|||||
|
العنصر
|
نوع الطلاء
|
التين
|
TiAlN
|
TiSiN
|
ناكو
|
|
صفة مميزة
|
صلابة (HV)
|
3300
|
2800
|
4300
|
42 (المعدل التراكمي)
|
|
سماكة (UM)
|
2.5-3
|
2.5-3
|
3
|
3
|
|
|
درجة حرارة الأكسدة (درجة مئوية)
|
900
|
800
|
1000
|
1200
|
|
|
معامل الاحتكاك
|
0.35
|
0.3
|
0.25
|
0.4
|
|
|
اللون
|
أسود
|
برونزية
|
البرونز والذهب
|
أزرق
|
|
|
مزايا
|
استقرار الحرارة العالية
|
القطع عادة
|
مناسب للقطع الثقيل والقطع عالي الصلابة
|
لقطع عالية الدقة
|
|
|
مناسب للقطع الجاف بسرعة عالية
|
مناسبة لقطع الفولاذ العفن والفولاذ المقاوم للصدأ
صلب |
مناسبة لقطع صلابة عالية ، معالجة الصلب العفن
|
|||
|
الأكثر ملاءمة لأدوات القطع كربيد ، تحول إدراج
|
|
|
|||
يلاحظ:
- تعامل بعناية لتجنب الضرر الناتج عن الصدمات.
- يجب حماية تحميل وتفريغ قاطع الطحن بقطعة قماش لمنع إصابة اليدين أو تلف حافة القاطع بسبب السقوط
- أثناء الطحن ، يجب فصل قاطع الطحن تمامًا عن كائن العمل قبل بدء تشغيل الماكينة لتجنب إتلاف القاطع بسبب التأثير على كائن العمل
- كلما كانت المسافة أقصر بين حافة قاطع الطحن والبكرة ، كان من الأفضل تقليل اهتزاز قاطع الطحن.يجب ألا يكون طول القاطع طويلاً جدًا
- حدد قاطع الطحن النهائي الصحيح والمناسب لطحن كائن العمل ، وحدد سرعة القطع والتغذية وفقًا لمواد كائن العمل
- عندما تكون بيانات القطع غير واضحة ، يجب تقليل معدل التغذية (معدل التغذية) للاختبار ، ثم يتم تصحيح بيانات المعالجة تدريجياً لتحقيق تأثير الإنتاج المثالي.لا تقم بإجراء تقدم سريع لإحداث تلف أو إصابة لقاطع الطحن.
التطبيقات:
الفولاذ المقوى مسبقًا ، والفولاذ المقاوم للصدأ ، والفولاذ بالقالب ، والصفائح الفولاذية ، والفولاذ المقاوم للحرارة ، والأنابيب ، والنحاس والألمنيوم ، والحديد الزهر ، والمعادن غير الحديدية ، والخشب ، والبلاستيك ، و FRP و sO on.عمليات الشق للأغراض العامة ، والحفر ، والتنميط.
التعليمات
1. ملابس الخاصرة؟مقاومة عالية للقطع ، تآكل حز على الخاصرة ، خشونة ضعيفة للسطح ، أو تدهور الدقة.
درجات ناعمة ، سرعة قطع مفرطة ، زاوية جانبية صغيرة ، تغذية منخفضة.
حدد درجة أعلى مقاومة للاهتراء ، وخفض سرعة القطع ، وزيادة زاوية الجناح ، وزيادة التغذية.
2. ارتداء الحفرة؟رقاقة غير خاضعة للرقابة ، جودة سطح رديئة ، عند الانتهاء من معالجة الفولاذ الكربوني عالي السرعة
درجات ناعمة ، سرعة قطع مفرطة ، تغذية مفرطة ، قوة قواطع الرقائق غير كافية.
التغيير إلى درجة مقاومة للاهتراء أعلى ، وتقليل سرعة القطع ، وتقليل التغذية ، واختيار قاطع شرائح عالي القوة.
3. التقطيع؟كسر مفاجئ لحافة القطع (وجه أشعل النار والجناح) ، عدم الاستقرار إدراج الحياة
صلابة غير كافية ، معدل تغذية مفرط ، قوة طليعة غير كافية ، عدم استقرار الأداة.
حدد درجة أكثر صرامة ، وخفض معدل التغذية ، وزيادة شحذ حافة القطع (الشطب إلى التقريب) ، وزيادة الاستقرار وزاوية الإعداد
4. أدخل الكسر؟زادت مقاومة القطع من خشونة السطح الضعيفة.
صلابة غير كافية ، معدل تغذية مفرط ، قوة طليعة غير كافية ، عدم استقرار الأداة.
حدد درجة أكثر صرامة ، وخفض معدل التغذية ، وزيادة شحذ حافة القطع (الشطب إلى التقريب) ، وزيادة الاستقرار وزاوية الإعداد.
5. تشوه البلاستيك؟تباين أبعاد تآكل الأنف ، ثنى حافة القطع أو التخميل عند معالجة سبائك الصلب خشونة السطح الضعيفة
درجة ناعمة ، سرعة قطع مفرطة ، عمق قطع ومعدل تغذية مفرطين ، سخونة زائدة عند حافة القطع.
حدد مادة قطع ذات صلابة حمراء أعلى ، وخفض سرعة القطع ، وخفض عمق القطع ومعدل التغذية ، وحدد مادة قطع عالية التوصيل الحراري (CVD + سائل تبريد كافٍ).
6. البناء على الحافة؟قطع الشغل بحافة متقنة خشونة سطحية ضعيفة عند الانتهاء ، زادت مقاومة القطع ، قطع المواد اللينة.
سرعة القطع منخفضة للغاية ، قطع الحافة منفرجة ، مادة أداة غير مناسبة.زيادة سرعة القطع ، وزيادة زاوية أشعل النار ، واختيار قوة الشائكة الصغيرة.
تريد أن تعرف المزيد من التفاصيل حول هذا المنتج