




 |
Dcgt 070201 مخرطة أداة إدراج أداة التصنيع باستخدام الحاسب الآلي قطع المعادن إدراج إنهاء عالية
تفاصيل المنتج:
| مكان المنشأ: | الصين |
| اسم العلامة التجارية: | BWIN |
| رقم الموديل: | DCGT11T304 |
شروط الدفع والشحن:
| الحد الأدنى لكمية: | 10 قطعة / صندوق |
|---|---|
| الأسعار: | negotiable |
| تفاصيل التغليف: | صندوق بلاستيكي |
| وقت التسليم: | 7 أيام عمل |
| شروط الدفع: | تي / تي ، ويسترن يونيون |
| القدرة على العرض: | 1-10000 قطعة 7 أيام |
|
معلومات تفصيلية |
|||
| اسم المنتج: | Dcgt تحول إدراج كربيد | مواد: | أداة التنغستن باستخدام الحاسب الآلي |
|---|---|---|---|
| الشغل: | الفولاذ / الفولاذ المقاوم للصدأ / الألومنيوم | إستعمال: | أداة CNC |
| اللون: | بني / غير مصقول | طلاء: | PVD CVD |
| صلابة: | HRC40-60 | ميزة: | تشطيب عالي |
| طلب: | أداة تصنيع المخرطة باستخدام الحاسب الآلي | طَرد: | 10 قطعة / صندوق |
| إبراز: | Dcgt 070201 إدراج أداة المخرطة,إدراج قطع المعادن Dcgt 070201,أداة مخرطة إدراج أداة التصنيع باستخدام الحاسب الآلي |
||
منتوج وصف
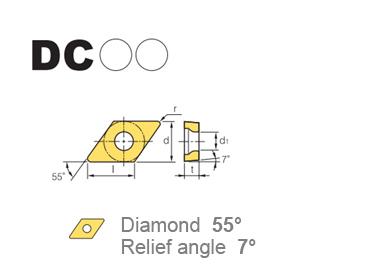
تحول إدراج كربيد Dcgt 070201 070202 11t302 11t304 11t308 11t301 11t3005 أداة التصنيع باستخدام الحاسب الآلي
التفاصيل السريعة:
- أداء عملية جيد
- قوة الانحناء العالية
- أداء جيد لإزالة الرقائق
- معامل احتكاك منخفض
- المقاومة للتآكل
وصف:
- إن إدخالات كربيد الدوران DCGT مصنوعة بشكل متقن من مادة قاعدة فولاذية التنغستن ، مع صلابة عالية ، ومقاومة للتآكل ومعالجة أكثر استقرارًا ؛يمكن لعملية الطلاء الجديدة أن تمنح الشفرة قوة أكثر شمولاً ومقاومة للتآكل.يمكن لشفرة الكربيد الصلبة والحادة ، مع سرعة قطع أسرع وكفاءة أعلى ، أن تلبي متطلبات نطاقات المعالجة المتوسطة والنهائية المختلفة.
تحديد:
| ماركة | BWIN |
| نموذج | DCGT070202DCGT070204DCGT11T302DCGT11T304 |
| 304 اللون | بني / غير مصقول |
| الشغل | الفولاذ / الفولاذ المقاوم للصدأ / الألومنيوم |
| يكتب | أداة قطع تحول باستخدام الحاسب الآلي |
| مواد | التنغستنتحولإدراج كربيد |
| نوع المعالجة | قطع متوسط |
| ميزة |
أداء عملية جيد |
|
قوة الانحناء العالية |
|
|
أداء جيد لإزالة الرقائق |
|
|
معامل احتكاك منخفض |
|
|
المقاومة للتآكل |
|
| اساسي | ISO |
| كمية | 10 قطعة / صندوق |
| وزن | 0.015 كجم |
| طَرد | صندوق بلاستيكي |
| دعم مخصص | OEM ، ODM |
المهلة:
| أنتيتي (قطع) | 1 - 3000 | > 3000 |
| ايام القيادة) | 7 | يتم التفاوض |
|
أنا (مم)
|
د (مم)
|
ر (مم)
|
d1 (مم)
|
|
07
|
6.35
|
2.38
|
2.8
|
|
11
|
9.525
|
3.97
|
4.4
|
يلاحظ:
- احرص على عدم خلط اثنين أو أكثرتحول إدراج كربيدمعاً؛
- إيلاء اهتمام خاص لحماية حافة القطع ؛لا تلمس أو تسقط على الأرض ؛
- انتبه إلى منع الصدأ ، ثم انتبه إلى ما إذا كان مسمار القفل قد تم فكه عند الضبط ؛
- عند استخدام ملفتحول إدراج كربيد، إذا كان هناك عامل برغي مضاد للاستيلاء ، فيجب إضافته لمنع التصاق المسمار ؛
- افترض أن ملفتحول إدراج كربيديواجه الصدألا ينصح باستخدام ورق جلخ أو طحن خشن آخر.يوصى بشراء عامل تلميع يستخدم خصيصًا للتلميع.الجسيمات دقيقة ، مثل معجون الأسنان ، والتي ستسبب ضررًا أقل للجزء المستدق منهتحول إدراج كربيد، والتلميع على نحو سلس.
التطبيقات:
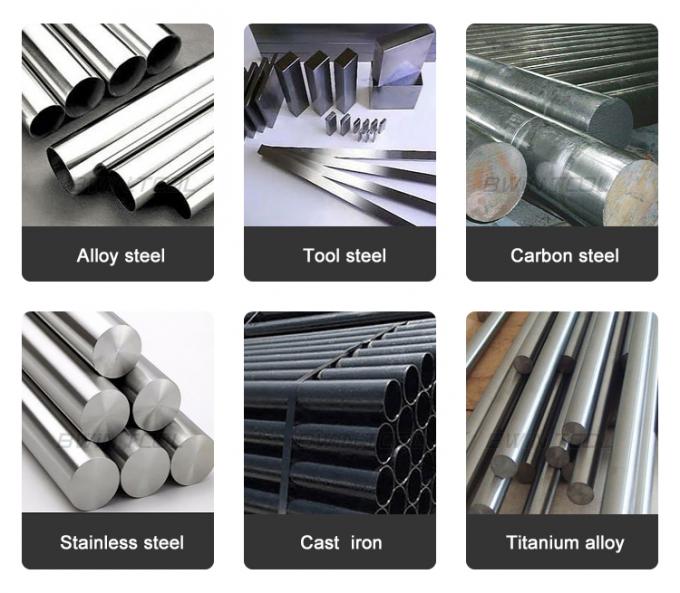
ملكناتحول إدراج كربيديمكن معالجتها سبائك الصلب ، أداة الصلب ، الكربون الصلب ، الفولاذ المقاوم للصدأ ، الحديد الزهر وسبائك التيتانيوم.مواد العمل على النحو التالي:
التعليمات
1. ملابس الخاصرة؟مقاومة عالية للقطع ، تآكل حز على الخاصرة ، خشونة ضعيفة للسطح ، أو تدهور الدقة.
درجات ناعمة ، سرعة قطع مفرطة ، زاوية جانبية صغيرة ، تغذية منخفضة.
حدد درجة أعلى مقاومة للاهتراء ، وخفض سرعة القطع ، وزيادة زاوية الجناح ، وزيادة التغذية.
2. ارتداء الحفرة؟رقاقة غير خاضعة للرقابة ، جودة سطح رديئة ، عند الانتهاء من معالجة الفولاذ الكربوني عالي السرعة
درجات ناعمة ، سرعة قطع مفرطة ، تغذية مفرطة ، قوة قواطع الرقائق غير كافية.
التغيير إلى درجة مقاومة للاهتراء أعلى ، وتقليل سرعة القطع ، وتقليل التغذية ، واختيار قاطع شرائح عالي القوة.
3. التقطيع؟كسر مفاجئ لحافة القطع (وجه أشعل النار والجناح) ، عدم الاستقرار إدراج الحياة
صلابة غير كافية ، معدل تغذية مفرط ، قوة طليعة غير كافية ، عدم استقرار الأداة.
حدد درجة أكثر صرامة ، وخفض معدل التغذية ، وزيادة شحذ حافة القطع (الشطب إلى التقريب) ، وزيادة الاستقرار وزاوية الإعداد
4. أدخل الكسر؟زادت مقاومة القطع من خشونة السطح الضعيفة.
صلابة غير كافية ، معدل تغذية مفرط ، قوة طليعة غير كافية ، عدم استقرار الأداة.
حدد درجة أكثر صرامة ، وخفض معدل التغذية ، وزيادة شحذ حافة القطع (الشطب إلى التقريب) ، وزيادة الاستقرار وزاوية الإعداد.
5. تشوه البلاستيك؟تباين أبعاد تآكل الأنف ، ثنى حافة القطع أو التخميل عند معالجة سبائك الصلب خشونة السطح الضعيفة
درجة ناعمة ، سرعة قطع مفرطة ، عمق قطع ومعدل تغذية مفرطين ، سخونة زائدة عند حافة القطع.
حدد مادة قطع ذات صلابة حمراء أعلى ، وخفض سرعة القطع ، وخفض عمق القطع ومعدل التغذية ، وحدد مادة قطع عالية التوصيل الحراري (CVD + سائل تبريد كافٍ).
6. البناء على الحافة؟قطع الشغل بحافة متقنة خشونة سطحية ضعيفة عند الانتهاء ، زادت مقاومة القطع ، قطع المواد اللينة.
سرعة القطع منخفضة للغاية ، قطع الحافة منفرجة ، مادة أداة غير مناسبة.زيادة سرعة القطع ، وزيادة زاوية أشعل النار ، واختيار قوة الشائكة الصغيرة.
تريد أن تعرف المزيد من التفاصيل حول هذا المنتج